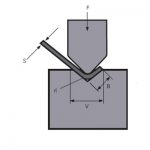
პრეს brake punch/die იყოფა ზედა და ქვედა ფორმებად, რომლებიც გამოიყენება ლითონის ფურცლის შტამპირების ფორმირებისა და გამყოფი ფორმებისთვის. ფორმირების ყალიბს აქვს ღრუ, ხოლო გამყოფ ყალიბს აქვს საჭრელი პირი. დამჭერი სამუხრუჭე დანადგარის დარტყმა დიდ გავლენას ახდენს სამუშაო ნაწილის სიზუსტეზე. მოხრის პროცესში, ყალიბი არის ყველაფერი, რაც აკავშირებს სამუშაო ნაწილს.
მოსახვევი აპარატის პრეს brake dieses/press brake არის L- ფორმის, R- ფორმის, U- ფორმის, Z- ფორმის და ა.შ. კუთხე 15 გრადუსი და ა.შ. ქვედა ყალიბს აქვს 4~18 ვ ორმაგი ღარი და ერთი ღარი სხვადასხვა სიგანით, ასევე R ქვედა ყალიბი, მწვავე კუთხის ქვედა ყალიბი, გაბრტყელებული ყალიბი და ა.შ.

ულტრა მაღალი სიზუსტე
ძალიან მნიშვნელოვანია, რომ ფორმის სიზუსტე დიდად იმოქმედოს სამუშაო ნაწილის სიზუსტეზე მოხრის პროცესის დროს. გამოყენებამდე უნდა შემოწმდეს ფორმის ცვეთა. შემოწმების მეთოდი არის სიგრძის გაზომვა ზედა ყალიბის წინა ბოლოდან მხარამდე და სიგრძის ქვედა ფორმის მხრებს შორის. ჩვეულებრივი ფორმებისთვის, გადახრა მეტრზე უნდა იყოს დაახლოებით ±0,0083 მმ, ხოლო მთლიანი სიგრძის გადახრა არ უნდა იყოს ±0,127 მმ-ზე მეტი. რაც შეეხება სიზუსტის სახეხ ფორმას, სიზუსტე მეტრზე უნდა იყოს ±0,0033 მმ, ხოლო მთლიანი სიზუსტე არ უნდა იყოს ±0,0508 მმ-ზე მეტი. ზოგადად რეკომენდირებულია წვრილი სახეხი ფორმების გამოყენება ელექტრო-ჰიდრავლიკური მოსახვევი მანქანებისთვის ან ბრუნვის ლილვის მოსახვევი მანქანებისთვის და ჩვეულებრივი ფორმები ხელით მოსახვევი მანქანებისთვის.
CNC პრეს სამუხრუჭე მანქანის ხელსაწყოების განყოფილება, როგორც ქვემოთ:

ავტომატური ფიქსირებული ინსტალაცია
ზედა საყრდენი დამონტაჟებულია მაშინ, როდესაც სლაიდერი აწვება ზედა მკვდარ ცენტრში და ყალიბის დამაგრების სისტემას შეუძლია შეინარჩუნოს მრავალი ყალიბი ადგილზე, სანამ არ მოხდება დამჭერი წნევა.
ჰიდრავლიკური დამაგრების სისტემა
ჰიდრავლიკური დამაგრების სისტემა დამაგრების ყველაზე ეფექტური მეთოდია. როგორც ახალ, ისე ძველ მანქანებს შეუძლიათ გამოიყენონ ეს დამაგრების სისტემა, რაც დაზოგავს დროსა და ხარჯებს. თუ ძველი მოსახვევი დანადგარის მზიდი ზედაპირი დაზიანებულია, ჰიდრავლიკური დამაგრების სისტემა იქნება საუკეთესო არჩევანი დაზიანების გამოსასწორებლად, ამასთან ერთად გააუმჯობესებს დამაგრების და მონტაჟის ეფექტურობას.

ავტომატურად გაწურეთ ადგილზე
დამაგრების ზეწოლის გამოყენებისას, ზედა საყრდენი იწევა ზევით და ავტომატურად იწურება თავის ადგილზე. ეს გამორიცხავს ზედა ყალიბის დაჭერის აუცილებლობას ფორმის ძირში მოხრის პროცესის დროს.
Punch/Die არჩევანი
პირველ რიგში, განსაზღვრეთ მოსახვევი ფურცლის სისქე. მაგალითად, გსურთ 0,75მმ-დან 6,30მმ-მდე სისქის ფირფიტების მოხრა. შემდეგ, გაამრავლეთ ყველაზე თხელი ფურცლის სისქე 8-ზე, რათა შეფასდეს მინიმალური საჭირო V- die ზომა. ამ მაგალითში 0,75 მმ ფირფიტა არის მინიმალური საჭირო ფორმა, ამიტომ 0,75×8=6. მესამე, გავამრავლოთ ყველაზე სქელი ფურცლის სისქე 8-ზე, რათა შევაფასოთ საჭირო მაქსიმალური V-ფორმის ზომის ზომა.
8-ჯერ პრინციპი
ანუ V-ს ფორმის ყალიბის გახსნა უნდა იყოს 8-ჯერ მეტი ფურცლის სისქეზე. გაამრავლეთ ფურცლის სისქე 8-ზე, რათა აირჩიოთ უახლოესი ფორმა. მაგალითად, 1,5მმ სისქის ფირფიტაზე საჭიროა 12მმ ყალიბი (1,5×8=12მმ). თუ ეს არის 3.0 მმ ფირფიტა, საჭიროა 24.0 მმ ყალიბი. (3.0×8=24.0). ამ თანაფარდობას შეუძლია უზრუნველყოს საუკეთესო კუთხის არჩევანი, რის გამოც ბევრი ადამიანი მას "საუკეთესო არჩევანს" უწოდებს. ყველაზე გამოქვეყნებული მოსახვევი სქემები ასევე ორიენტირებულია ამ ფორმულაზე.
მოდელის შერჩევის წესები
L- ფორმის სამუშაო ნაწილების მოსახვევის შერჩევის წესი არის ის, რომ არ არსებობს წესები, შეიძლება გამოყენებულ იქნას თითქმის ნებისმიერი ზედა საყრდენი. ასე რომ, სამუშაო ნაწილების ჯგუფისთვის ზედა ფორმების არჩევისას, L- ფორმის სამუშაო ნაწილები შეიძლება ჩაითვალოს ბოლო, რადგან თითქმის ნებისმიერ ზედა ფორმას შეუძლია მათი მოხრა. ამ L- ფორმის სამუშაო ნაწილების მოხრისას, რეკომენდებულია ზედა ფორმების გამოყენება, რომლებსაც ასევე შეუძლიათ სხვა სამუშაო ნაწილების მოხრა. ფორმების ყიდვისას რაც ნაკლებია მით უკეთესი. ეს არის არა მხოლოდ ჩამოსხმის ხარჯების მინიმუმამდე შემცირება, არამედ ჩამოსხმის ფორმების საჭირო რაოდენობის შემცირება და ინსტალაციის დროის შემცირება.


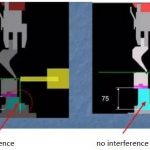
როდესაც სამუშაო ნაწილის ზედა მონაკვეთი უფრო გრძელია, ვიდრე ქვედა მონაკვეთი, საჭიროა ბატის ყელი. როდესაც სამუშაო ნაწილის ზედა ნაწილი უფრო მოკლეა, ვიდრე ქვედა მონაკვეთი, ნებისმიერი ზედა საყრდენი კარგია. როდესაც სამუშაო ნაწილის ზედა და ქვედა მონაკვეთი ერთნაირი სიგრძისაა, საჭიროა მწვავე კუთხის ზედა საყრდენი. შეჯამებით, ზედა საფენის შერჩევის წესი ძირითადად დამოკიდებულია სამუშაო ნაწილის ჩარევაზე, სადაც მოსახვევის სიმულაციური პროგრამული უზრუნველყოფა შეიძლება შეასრულოს მნიშვნელოვანი როლი. თუ გამოყენებული სისტემა ვერ ახდენს მოღუნვის სიტუაციის სიმულაციას, შეგიძლიათ გამოიყენოთ ნახაზი ბადის ფონით, რათა ხელით შეამოწმოთ ჩამოსხმის სამუშაო ნაწილის ჩარევა, როგორც ეს ნაჩვენებია ქვემოთ მოცემულ ფიგურაში.


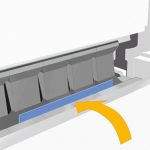
არ არის ჩაღრმავებული ფორმა
თითქმის ყველა ტიპიური V-ს ფორმის მოსახვევი მანქანების ყალიბი ტოვებს გარკვეულ კვალს სამუშაო ნაწილზე, ეს იმის გამო ხდება, რომ ლითონი დაჭერილია ყალიბში მოხრის დროს. უმეტეს შემთხვევაში, ნიშნები მცირეა ან მისაღებია. რადიუსის გაზრდამ შეიძლება შეამციროს ნიშნები. მაგრამ ზოგჯერ უმცირესი ნიშნებიც კი მიუღებელია, მაგალითად, შეღებილი ან გაპრიალებული ფირფიტები მოხრამდე. ნეილონის ჩანართები შეიძლება გამოყენებულ იქნას ჩაღრმავების აღმოსაფხვრელად, როგორც ეს ნაჩვენებია ქვემოთ მოცემულ ფიგურაში. ჩაღრმავების გარეშე მოხრილი განსაკუთრებით მნიშვნელოვანია წარმოებული თვითმფრინავების ან კოსმოსური ნაწილებისთვის, რადგან ინსპექტორებს უჭირთ ნაწილის შეუიარაღებელი თვალით დათვალიერება და ნაკაწრებისა და ბზარების გარჩევა.

მსგავსი პროდუქტები
 როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი
როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი- WILA საშუალო და სქელი ფირფიტების მოსახვევის ეფექტური ხსნარი
- გამოიყენეთ CNC მოსახვევი აპარატის უნარები
- ჩვეულებრივი მოსახვევი თანმიმდევრობა და ყოველდღიური გამოყენების სპეციფიკაცია მოსახვევი მანქანის ყალიბის
- მოღუნვის ძალის გამოთვლა ლითონის ფურცლის მოსახვევი დანადგარის თავისუფლად მოხრის დროს
- რისგან არის დამზადებული პრეს სამუხრუჭე მაჯები? რა არის პრეს სამუხრუჭე ხელსაწყოები?
- რამდენი სახის ჰიდრავლიკური პრესის მუხრუჭები
- რატომ დაამატეთ კომპენსაციის სისტემა პრესის სამუხრუჭე მოსახვევ მანქანას
- რა არის პრეს სამუხრუჭე დაგვირგვინება
- როგორ გამოვთვალოთ მოსახვევის შემწეობა თქვენი პრესის მუხრუჭისთვის