ჰიდრავლიკური მოსახვევი მანქანები/ჰიდრავლიკური პრესის მუხრუჭები შეიძლება დაიყოს სინქრონიზაციის მეთოდის მიხედვით: ჰიდრავლიკური სინქრონული ბრუნვის მობრუნების მანქანა, CNC პრეს სამუხრუჭე და ელექტროჰიდრავლიკური cnc პრეს სამუხრუჭე და შეიძლება დაიყოს მოძრაობის შემდეგ ტიპებად: ზევით მოქმედი, ქვევით მოქმედი. .
პრეს brake bending მოითხოვს მიდგომის სხვადასხვა მეთოდს სასურველი შედეგის მისაღწევად. ქარის კოშკის ბოძების ფორმირებიდან დაწყებული ელექტრული კაბინეტის რთული კომპონენტებით დამთავრებული, პრეს მუხრუჭები სასიცოცხლო მნიშვნელობის ინსტრუმენტია მწარმოებლისთვის და იმის ცოდნა, რომ ყველა მოხრა ერთნაირი არ არის, მათი წარმატებული მუშაობის გასაღებია. პროცესის, ხელსაწყოების და მასალის გაგება (რადგან ყველა დახრილი ლითონი განსხვავებულად რეაგირებს თითოეულ ღუნვის პროცესზე) სასიცოცხლოდ მნიშვნელოვანია ზუსტი ნაწილების სწრაფად და განმეორებით მოსაპოვებლად.
ჰიდრავლიკური სინქრონული ბრუნვის მოსახვევი მანქანა/ჰიდრავლიკური სინქრონული ბრუნვის დამჭერი სამუხრუჭე

ორმაგი ცილინდრი აკონტროლებს სლაიდერის მოძრაობას ზემოთ და ქვემოთ
ბრუნვის მექანიკური სინქრონიზაცია
CNC პრეს brake და ელექტროჰიდრავლიკური პრეს brake


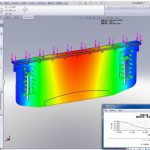
CNC პრესის მუხრუჭები: ამ ტიპის მუხრუჭებს აქვთ უმაღლესი სიზუსტის და პერსონალიზაციის შესაძლებლობები, იყენებენ კომპიუტერულ ტექნოლოგიას სიზუსტის გასაკონტროლებლად და ეფექტურობის გაზრდისთვის. CNC სამუხრუჭე პრესის გამოყენებისას, ისეთი მონაცემები, როგორიცაა მოღუნვის კუთხე, ფირფიტის სისქე, სიგანე და ხარისხი, გაწვრთნილი ოპერატორის მიერ შეიყვანება კონტროლერში და მუხრუჭი ადვილად უმკლავდება დანარჩენს.
როგორ გამოვთვალოთ პრეს brake ტონაჟი

მოხრის პროცესის დროს, ძალა ზედა და ქვედა ნაწილებს შორის ვრცელდება მასალაზე, რის შედეგადაც მასალა განიცდის პლასტმასის დეფორმაციას. სამუშაო ტონაჟი ეხება გაზვიადებულ წნევას, როდესაც ხმა იკეცება. სამუშაო ტონაჟის განსაზღვრის გავლენის ფაქტორებია: მოღუნვის რადიუსი, მოღუნვის მეთოდი, საყრდენის თანაფარდობა, იდაყვის სიგრძე, მოსახვევი მასალის სისქე და სიმტკიცე და ა.შ.
პრეს brake ფორმირების ტონაჟის გამოთვლები შედარებით მარტივია. ხრიკი არის იმის ცოდნა, თუ სად, როდის და როგორ გამოიყენოთ ისინი. დავიწყოთ ტონაჟის გაანგარიშებით, რომელიც ეფუძნება იმ წერტილს, სადაც მოსავლიანობა იშლება მასალაში და იწყება ფაქტობრივი მოხრა. ფორმულა ეფუძნება AISI 1035 ცივი ნაგლინი ფოლადის 60,000-PSI გამძლეობით. ეს არის ჩვენი საბაზისო მასალა. ძირითადი ფორმულა ასეთია:

P: მოსახვევის ძალა (kn)
S: ფირფიტის სისქე (მმ)
L: ფირფიტის სიგანე (მ)
V: ქვედა ყდის ჭრილის სიგანე (მმ)

მაგალითი 1:
S=4მმ L=1000მმ V=32მმ,მოხედეთ ცხრილს და მიიღეთ P=330kN
2. ეს ცხრილი გამოითვლება სიმტკიცის Оb=450N/მმ2 მასალების საფუძველზე. სხვა სხვადასხვა მასალის მოღუნვისას, მოსახვევი წნევა არის ცხრილის მონაცემებისა და შემდეგი კოეფიციენტების პროდუქტი;
ბრინჯაო (რბილი): 0,5; უჟანგავი ფოლადი: 1.5; ალუმინი (რბილი): 0,5; ქრომის მოლიბდენის ფოლადი: 2.0.
მოსახვევი წნევის სავარაუდო გამოთვლის ფორმულა: P=650s2L/1000v
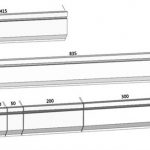
ყველაზე პატარა მოსახვევის ზომა:
ა. საყრდენი დასაკეცი/მოხრა:


B. მოხრილი / folidng Z


მაგალითი 2:
ფირფიტის სისქე S=4მმ, სიგანე L=3მ, ob=450N/მმ2
ზოგადად სლოტის სიგანე V=S*8 ამიტომ P=650423/4*8=975(KN)= 99.5 (ტონა)
შედეგი ძალიან ახლოს არის მოღუნვის ძალის დიაგრამის მონაცემებთან.
როგორც ხედავთ, მეთოდი # 1, რათა გამოვთვალოთ პრეს brake ტონაჟი დაფუძნებულია რბილი ფოლადის მასალაზე.
რა მოხდება, თუ მასალა არის უჟანგავი ფოლადი, ალუმინი ან სპილენძი?
ეს მარტივია, გავამრავლოთ ზემოთ მოცემული ფორმულით გამოთვლილი შედეგები შემდეგ ცხრილის კოეფიციენტებზე:
| მასალა | კოეფიციენტები |
| Რბილი ფოლადი | 1 |
| Უჟანგავი ფოლადი | 1.6 |
| ალუმინის | 0.65 |
| თითბერი | 0.5 |
მსგავსი პროდუქტები
 China Press Brake Bending Machine Mould
China Press Brake Bending Machine Mould- რატომ დაამატეთ კომპენსაციის სისტემა პრესის სამუხრუჭე მოსახვევ მანქანას
- საერთო მექანიკური გაუმართაობა და პრესის სამუხრუჭე მოსახვევი მანქანების შენარჩუნება
- როგორ ავირჩიოთ პრეს სამუხრუჭე მოსახვევი აპარატის შესაფერისი საყრდენი
- CNC პრესის სამუხრუჭე აპარატის მუშაობის პრინციპი და შემადგენლობა
- 2021 წლის მეტალის სამუხრუჭე აპარატის საბოლოო გზამკვლევი
- 4 ნაბიჯი იმისათვის, რომ იცოდეთ CNC ფურცლის ლითონის ბენდერის E21 სისტემა
- ჩინეთის 40 ტონიანი პრეს სამუხრუჭე
- რისგან არის დამზადებული პრეს სამუხრუჭე მაჯები? რა არის პრეს სამუხრუჭე ხელსაწყოები?
- 100 ტ ოთხსვეტიანი ჰიდრავლიკური პრესის საერთო ხარვეზები და პრობლემების მოგვარების მეთოდები