ბოლო წლებში ლითონის სამუხრუჭე მოსახვევი დანადგარები ფართოდ გამოიყენება სხვადასხვა ინდუსტრიაში და ფართოვდება მოსახვევი მანქანების დამუშავების დიაპაზონი. თუმცა, არ ყოფილა სისტემატური დისკუსია მოღუნვის ძალის გამოთვლის შესახებ. ამჟამად, არსებობს დაახლოებით ორი ტიპის მოღუნვის ძალის გამოთვლის ფორმულები, რომლებიც რეკომენდებულია პრესის სამუხრუჭე მოსახვევი მანქანების სხვადასხვა მწარმოებლების სახელმძღვანელოებში.
![]()
P - მოხრის ძალა, KN;
S - ფურცლის სისქე, მმ;
ლ - ფურცლის მოსახვევის სიგრძე, მ;
V - ქვედა დილის გახსნის სიგანე, მმ;
σb - მასალის დაჭიმვის სიმტკიცე, მპა.
მწარმოებლის მიერ რეკომენდებული მოღუნვის ძალის პარამეტრის ცხრილი ასევე გამოითვლება ზემოაღნიშნული ფორმულის მიხედვით.
მოღუნვის ძალის გამოთვლის ფორმულის დერივაციის პროცესი და გამოყენების ფარგლები
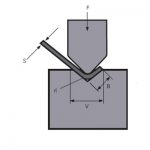
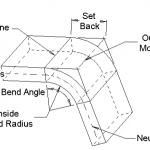
ნახაზი 1 არის სამუშაოს სქემატური დიაგრამა ფურცლის მოხრის დროს. ქვემოთ აღწერილია მოსახვევი ძალის გამოთვლის ფორმულის წარმოების პროცესი და ორი დამატებითი პარამეტრის მდგომარეობა. პირველი, ასეთი რეკომენდაციებია პროდუქტის სახელმძღვანელოში. თავისუფალ მოსახვევში, არჩეული ქვედა საფენის გახსნის სიგანე V არის 8-10-ჯერ მეტი ფურცლის სისქეზე S. აქ ვიღებთ ასპექტის თანაფარდობას.

ნახაზი 1 მოხრის სქემატური დიაგრამა
P - მოსახვევი ძალა
S - ფურცლის სისქე
V - ქვედა დილის გახსნის სიგანე
r - შიდა რადიუსი, როდესაც ფურცელი მოხრილია
K - მოღუნვის დეფორმაციის ზონის ჰორიზონტალური პროექციის სიგანე![]() =9
=9
მეორეც, მწარმოებელი ასახელებს მოღუნვის სამუშაო ნაწილის V სიგანისა და შიდა დიამეტრის r შესაბამის მნიშვნელობებს მოღუნვის ძალის პარამეტრის ცხრილში. ზოგადად r=(0.16~0.17)V. აქ არის დიამეტრის სიგანის თანაფარდობა ![]() =0.16.
=0.16.
ლითონის ფურცლის მოხრის პროცესის დროს, დეფორმაციის ზონაში მყოფი მასალა იმყოფება უაღრესად პლასტმასის დეფორმაციის მდგომარეობაში და ის დახრილია ცენტრის გარშემო კუთხით. მოსახვევის ზონის გარე ზედაპირზე ზოგიერთ შემთხვევაში შეიძლება აღმოჩნდეს მიკრობზარები. დეფორმაციის ზონის განივი მონაკვეთზე, გარდა ცენტრალური ფენის სიახლოვისა, სხვა წერტილებში ძაბვები ახლოსაა მასალის ჭიმვის სიმტკიცესთან. ნეიტრალური ფენის ზედა ნაწილი შეკუმშულია და ქვედა ნაწილი დაჭიმულია. ნახაზი 2 გვიჩვენებს კვეთის და შესაბამისი დაძაბულობის დიაგრამას დეფორმაციის ზონაში.

სურათი 2 სტრესის დიაგრამა
S - ფურცლის სისქე
ლ - ფურცლის მოხრის სიგრძე
დახრის მომენტი დეფორმაციის ზონის კვეთაზე არის:

დეფორმაციის ზონაში მანქანის ღუნვის ძალით წარმოქმნილი ღუნვის მომენტი არის (იხ. სურათი 1):
![]()
დან![]()
![]()
მოსახვევ მანქანაზე თავისუფალი მოსახვევისთვის ზოგადი დანიშნულების ყალიბების გამოყენებისას ლითონის ფურცლის უმეტესი ნაწილი მოხრილია 90°-ით. როგორც ნაჩვენებია სურათზე 3. K არის:
![]()
K-ს (1) განტოლებაში ჩანაცვლებით მივიღებთ:

ჩვეულებრივი მასალების დაჭიმვის სიმტკიცე σb=450N/მმ2, ფორმულის (2) ჩანაცვლებით:
![]()
დერივაციის პროცესიდან ჩანს, რომ განტოლების (2) ან განტოლების (3) გამოყენებისას მოხრის ძალის გამოსათვლელად, ორი დამატებითი
ზემოთ ნახსენები პარამეტრის პირობები უნდა დაკმაყოფილდეს. ანუ ასპექტის თანაფარდობა![]() =9, დიამეტრის სიგანის თანაფარდობა
=9, დიამეტრის სიგანის თანაფარდობა![]() =0.16, წინააღმდეგ შემთხვევაში ეს გამოიწვევს დიდ შეცდომას.
=0.16, წინააღმდეგ შემთხვევაში ეს გამოიწვევს დიდ შეცდომას.

ნახაზი 3 თავისუფალი მოხრა
S - ფურცლის სისქე
r - შიდა რადიუსი, როდესაც ფურცელი მოხრილია
K - მოღუნვის დეფორმაციის ზონის ჰორიზონტალური პროექციის სიგანე
მოღუნვის ძალის გამოთვლის ახალი მეთოდები და ნაბიჯები
დიზაინის ან პროცესის მოთხოვნების გამო, ზოგჯერ რთულია ზემოაღნიშნული ორი დამატებითი მოთხოვნის ერთდროულად დაკმაყოფილება. ამ დროს, რეკომენდებული გაანგარიშების ფორმულა არ უნდა იქნას გამოყენებული მოსახვევის ძალის გამოსათვლელად, არამედ უნდა განხორციელდეს შემდეგი ნაბიჯების მიხედვით.
(1) ფირფიტის სისქის S, მოსახვევის რადიუსის r და ქვედა დილის გახსნის V მიხედვით, შესაბამისად გამოითვლება სიგანისა და სისქის თანაფარდობა და დიამეტრის სიგანის თანაფარდობა.
(2) გამოთვალეთ დეფორმაციის ზონის პროექციის სიგანე ფურცლის დეფორმაციის მიხედვით.
(3) გამოიყენეთ ფორმულა (1) მოსახვევის ძალის გამოსათვლელად.
გაანგარიშების პროცესში გათვალისწინებულია მოხრის რადიუსის სხვაობა და შესაბამისი დეფორმაციის ზონის ცვლილება. აქედან გამოთვლილი მოღუნვის ძალა უფრო ზუსტი და საიმედოა, ვიდრე ჩვეულებრივ რეკომენდებული ფორმულით გამოთვლილი შედეგი. ახლა მიეცით მაგალითი საილუსტრაციოდ, როგორც ეს ნაჩვენებია სურათზე 4.

სურათი 4 ახალი გაანგარიშების მეთოდი
ცნობილია: ფურცლის სისქე S=6მმ, ფურცლის სიგრძე l=4მ, მოღუნვის რადიუსი r=16მმ, ქვედა საფენის გახსნის სიგანე V=50მმ და მასალის ჭიმვის სიმტკიცე σb=450N/მმ2. იპოვეთ ღუნვის ძალა, რომელიც საჭიროა თავისუფალი მოსახვევისთვის.
პირველ რიგში, იპოვნეთ ასპექტის თანაფარდობა და დიამეტრის სიგანის თანაფარდობა:
![]()
მეორეც, გამოთვალეთ დეფორმაციის ზონის პროექციის სიგანე:

და ბოლოს, გამოიყენეთ განტოლება (1) მოსახვევის ძალის საპოვნელად:
![]()
თუ ჩვეულებრივი რეკომენდირებული ფორმულა გამოიყენება მოსახვევის ძალის გამოსათვლელად:
![]()
დან ![]() = 1.5, ჩანს, რომ განსხვავება ორს შორის არის 1.5-ჯერ. ამ შეცდომის მიზეზი ის არის, რომ ამ მაგალითში მოღუნვის რადიუსი შედარებით დიდია და შესაბამისი დეფორმაციის ფართობი გაზრდილია, ამიტომ მოსახვევის დროს საჭიროა უფრო დიდი მოხრის ძალა. ამ მაგალითში დიამეტრის სიგანის თანაფარდობა=0.32, რომელმაც გადააჭარბა ზემოთ მოყვანილი პარამეტრების დამატებით პირობებს. აშკარად შეუსაბამოა ჩვეულებრივ რეკომენდებული ფორმულის გამოყენება მოხრის ძალის გამოსათვლელად. ამ მაგალითიდან შეგიძლიათ იხილოთ ახალი გაანგარიშების მეთოდის უპირატესობები.
= 1.5, ჩანს, რომ განსხვავება ორს შორის არის 1.5-ჯერ. ამ შეცდომის მიზეზი ის არის, რომ ამ მაგალითში მოღუნვის რადიუსი შედარებით დიდია და შესაბამისი დეფორმაციის ფართობი გაზრდილია, ამიტომ მოსახვევის დროს საჭიროა უფრო დიდი მოხრის ძალა. ამ მაგალითში დიამეტრის სიგანის თანაფარდობა=0.32, რომელმაც გადააჭარბა ზემოთ მოყვანილი პარამეტრების დამატებით პირობებს. აშკარად შეუსაბამოა ჩვეულებრივ რეკომენდებული ფორმულის გამოყენება მოხრის ძალის გამოსათვლელად. ამ მაგალითიდან შეგიძლიათ იხილოთ ახალი გაანგარიშების მეთოდის უპირატესობები.
დასკვნა
მოღუნვის ძალის გამოთვლის საფეხურები და ფორმულები, რომლებიც აქ არის შემოღებული, გამოიყენება არა მხოლოდ ლითონის ფურცლის კუთხით მოსახვევში, არამედ გამოიყენება რკალის მოსახვევში (მკაცრად რომ ვთქვათ, მას უნდა ეწოდოს კუთხის მოხრა ზედმეტი დიდი რადიუსით). უნდა აღინიშნოს, რომ ყალიბის ფორმა განსაკუთრებულია, როდესაც ფურცელი რკალი ფორმისაა. დეფორმაციის ზონის პროექციის გაანგარიშებისას ის უნდა გამოითვალოს ტექნოლოგიურ პროცესში დაყენებული ტექნოლოგიური პარამეტრების მიხედვით, რაც მარტივი ფორმულით ვერ გამოისახება.
რკალის ფორმის ყალიბის დაპროექტებისას, ამ სტატიაში დანერგილი მეთოდის გამოყენებით მოსახვევი ძალის გამოსათვლელად, შესაძლებელია დამაკმაყოფილებელი შედეგების მიღება.
მსგავსი პროდუქტები
 როგორ ავირჩიოთ პრეს სამუხრუჭე მოსახვევი აპარატის შესაფერისი საყრდენი
როგორ ავირჩიოთ პრეს სამუხრუჭე მოსახვევი აპარატის შესაფერისი საყრდენი- როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი
- რატომ დაამატეთ კომპენსაციის სისტემა პრესის სამუხრუჭე მოსახვევ მანქანას
- WILA საშუალო და სქელი ფირფიტების მოსახვევის ეფექტური ხსნარი
- გამოიყენეთ CNC მოსახვევი აპარატის უნარები
- ბოჭკოვანი ლაზერების უპირატესობები მისი მომავალი გამტარიანობისთვის წამყვან ინდუსტრიებში
- ჩვეულებრივი მოსახვევი თანმიმდევრობა და ყოველდღიური გამოყენების სპეციფიკაცია მოსახვევი მანქანის ყალიბის
- კანტონის ბაზრობა
- რა არის პრეს სამუხრუჭე დაგვირგვინება
- როგორ გამოვთვალოთ მოსახვევის შემწეობა თქვენი პრესის მუხრუჭისთვის