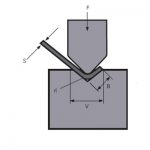
პრეს brake მოსახვევი მანქანა ძირითადად ასრულებს ფირფიტის სწორხაზოვან მოხრას. მარტივი ფორმებისა და საპროცესო აღჭურვილობის გამოყენებით, ლითონის ფურცელი შეიძლება დაწნეხდეს გარკვეულ გეომეტრიულ ფორმაში, ასევე შეიძლება დამუშავდეს გაჭიმვის, დაჭერით, დაჭერით და გოფრირების დაჭერით. რეალურ წარმოებაში, CNC პრესის სამუხრუჭე მანქანა ძირითადად გამოიყენება ლითონის ყუთების, ყუთის ჭურვების, U- ფორმის სხივების და მართკუთხედების სხვადასხვა გეომეტრიული ფორმის მოსახვევად. მის დამუშავებას აქვს მაღალი მოღუნვის სისწორე, არ აქვს კბილის კვალი, არ არის აქერცლილი, არ არის ნაოჭები და ა.შ.
CNC მოსახვევი მანქანების წარმოების ტექნოლოგიის უწყვეტი განვითარებით, მისი უპირატესობები, როგორიცაა მაღალი პოზიციონირების სიზუსტე, მოხერხებულობა, ნულოვანი აქტივობის დარღვევის კომპენსაცია და დამუშავებული პროდუქტების კარგი თანმიმდევრულობა, სულ უფრო მეტად სარგებლობს ფურცლის მწარმოებელი კომპანიების უმრავლესობაში. თუმცა, შეზღუდული სურვილებით, როგორ გამოვიყენოთ მოსახვევი მანქანა უკეთესად და სრულად მივცეთ მისი ფუნქციები და უპირატესობები, გახდა პრობლემა, რომელსაც მწარმოებლები, რომლებიც იყენებენ CNC პრეს სამუხრუჭე მოსახვევ მანქანას, ყურადღებას აქცევენ და სასწრაფოდ უნდა გადაჭრას. გრძელვადიანი წარმოებისა და გამოყენების პროცესში ჟონგრუიმ ეფექტურად გააფართოვა მოსახვევი მანქანის ფუნქციები და დაგროვილი გამოცდილება დამხმარე ხელსაწყოების დამატებით, არსებული ფორმების ტრანსფორმაციისა და საიტის მოქნილი გამოყენების გზით. ამ სტატიაში მოცემულია Zhongrui-ის CNC პრეს სამუხრუჭე მანქანა DA66T, როგორც მაგალითი და დეტალურად წარმოგიდგენთ გამოყენების უნარებს.
დაამატეთ დამხმარე ხელსაწყოები
თუ გსურთ გახადოთ პრესის სამუხრუჭე დანადგარი მოქნილი და მარტივი გამოსაყენებელი, დამხმარე ხელსაწყოების დამატება აუცილებელია. დამხმარე ხელსაწყოების გაზრდას შეუძლია არა მხოლოდ გააფართოვოს CNC მოსახვევი ჩარხების დამუშავების დიაპაზონი, არამედ გააუმჯობესოს დამუშავების ეფექტურობა.
1) გარდამავალი ფირფიტა (დახმარებული შუა ფირფიტა სწრაფი ჩამოსხმისთვის)
მოსახვევი მანქანის გახსნის სიმაღლე ეხება ზედა და ქვედა სამუშაო მაგიდებს შორის მანძილს. იმის გამო, რომ CNC მოსახვევ მანქანას DA66T აქვს უფრო დიდი გახსნის სიმაღლე, გაითვალისწინეთ დიდი ხვრელის გამოყენება დამუშავების დიაპაზონის გასადიდებლად. როგორც სურათზე 1-ზეა ნაჩვენები, თავდაპირველ გარდამავალ ფირფიტაზე კიდევ ერთი გარდამავალი ფირფიტის დამატებამ შეიძლება გაზარდოს ნაწილის გვერდითი მოღუნვის სიმაღლე (85 მმ-მდე), რათა განხორციელდეს ღრმა დამუშავება უფრო მაღალი გვერდითი მოღუნვის კიდეებით. თვითნაკეთი გარდამავალი დაფის შეუძლია მორგებული იყოს გარდამავალი დაფის სიგანე თქვენი საერთო ნაწილების მიხედვით და ის ყველაზე შესაფერისია მცირე სიგანის ნაწილების დასამუშავებლად, უფრო მაღალი ღუნვის კიდეებით ორივე მხრიდან.

2) წინა პანელის კუთხე
როგორც სურათზე 2-ზეა ნაჩვენები, აპარატის წინა მხარე აღჭურვილია კუთხით, რომელსაც შეუძლია მოათავსოს მცირე ნაწილები და შეამციროს ნაწილების აღების დრო. ამავდროულად, დამონტაჟებულია პატარა სამუშაო მაგიდა, რათა ხელი შეუწყოს მცირე ზომის სამუშაო ნაწილების დამუშავებას და შეგროვებას.

გამოიყენეთ ფორმა სრულად
CNC პრესის სამუხრუჭე მოსახვევი მანქანის გამოყენება ძირითადად ეყრდნობა ზედა და ქვედა ფორმებს. თუ ფორმების რაოდენობა მცირეა და გამოყენება არ არის მოქნილი, ჩარხების დამუშავების დიაპაზონი მნიშვნელოვნად შეიზღუდება. მაშასადამე, ფიქსირებულ პირობებში, როგორ გავზარდოთ არსებული ფორმის ფუნქცია ოპტიმიზირებული კომბინაციისა და ნაწილობრივი ტრანსფორმაციის გზით, არის პრობლემა, რომელზეც უნდა იფიქროს ჩარხ-ინსტრუმენტების ყველა მომხმარებელმა. ქვემოთ მოცემულია გაფართოების ფუნქცია, რომელსაც ვიყენებთ CNC მოსახვევი აპარატის ფორმის შეცვლით შესავალი.
1) ზედა საფქვავი წვერი R
როდესაც ზედა საყრდენი გამოიყენება დიდი ხნის განმავლობაში, მისი წვერის ცვეთა არარეგულარულად შეიცვლება. ყალიბის სიმაღლე იცვლება და მოხრის სიზუსტე გარანტირებული არ არის. დაფქვით, R წვერის გასწორებით და უფრო დიდი V-ს ფორმის ღართან შეხამებით, შესაძლებელია სქელი ფირფიტების დაკეცვა. ეს ახანგრძლივებს ფორმის მომსახურების ხანგრძლივობას.
2) შეცვალეთ ჯართის ფორმები ნიველირების მისაღწევად
კომპოზიციური მოსახვევი საყრდენის არარსებობის შემთხვევაში, მაგალითია ფორმირების პრობლემის გადაჭრა, თუ როგორ უნდა დააჭიროთ მკვდარ კიდეს. მკვდარი კიდე არის მოხრილი ფორმა, რომელშიც ორი ფენა გადახურავს ერთმანეთს და ჩვეულებრივ გამოიყენება გამაგრებისთვის. ზოგადად, 2 მმ-ზე მეტი დაფაზე პრესის მკვდარი კიდეები თითქმის არ არის. დაჭერით მკვდარი კიდე უნდა ჩამოყალიბდეს რთული მოსახვევი მაცივრით და ის უნდა დაიყოს ორზე მეტ პროცესად, რათა ჩამოყალიბდეს.
საყოველთაოდ გამოყენებული მეთოდია ნაერთი მოსახვევი საყრდენის გამოყენება, როგორც ეს ნაჩვენებია სურათზე 3. პირველ საფეხურზე მასალა იკეცება 30°-მდე, ხოლო მეორე საფეხურზე 30°-იანი დახრის კუთხე მოთავსებულია წინა ბოლოში. რთული ფორმა და მასალა იკეცება მკვდარ კიდეში. მაგრამ ჩვენ არ გვაქვს კომპოზიტური მოსახვევი საყრდენი, მხოლოდ 30° მწვავე კუთხით მოსახვევი საყრდენი. დაასრულეთ კომპოზიციური მოსახვევის კვარცხლბეკის პირველი საფეხური არსებული ყალიბით, ხოლო მეორე საფეხურს მხოლოდ სხვა მეთოდის პოვნა შეუძლია. მეორე საფეხურზე, ზედა და ქვედა ფორმები ორივე ბრტყელია. ანალიზის შემდეგ, არსებული ორმაგი v-ღრმა ქვედა ყალიბის შუა ნაწილი შეიძლება გამოყენებულ იქნას როგორც სიბრტყე, ხოლო ზედა ყალიბი ეძებს სიბრტყეს. ამოვიღეთ არსებული დაფქული ზედა ყალიბი და გახეხეთ დანის კიდე ბრტყელ სტილში, რითაც მოგვარდება მკვდარი კიდის პრესის ფორმირების პრობლემა.

შეცვლილი ფორმების ამ ნაკრების გამოყენებით ასევე შეიძლება გაბრტყელდეს. ფაქტობრივად დამუშავებისას, ჩარხების ოპერატორები ზოგჯერ უშვებენ შეცდომებს, მათ შორის კიდეების დახრის ან არათანაბარი ზომების მოხვევას. იმ შემთხვევაში, როდესაც ნაწილის ზედაპირული მოთხოვნები არ არის მაღალი, სამწუხაროა ნაწილის გაფუჭება, მხოლოდ მოსახვევი კიდის ბრტყელი დარტყმა. ნოკაუტი ძალიან შრომატევადია, მაგრამ მისი მარტივად გასწორება შესაძლებელია ზემოთ ჩამოთვლილი ფორმის კომბინაციის გამოყენებით. ნაწილების ხელით ადვილად დაჭერა შესაძლებელია ზედა და ქვედა ფორმებზე, შემდეგ კი ნაწილების გაბრტყელება ხდება CNC მოსახვევი მანქანით.
უნარები ოპერაციის დროს
1) მოსახვევი ტილოების და გადამამუშავებელი მასალების განთავსება
გეგმის შედგენისას გასათვალისწინებელია შემდეგი ფაქტორები:
ა. დაალაგეთ ერთი და იგივე სისქის მასალები;
ბ. დაალაგეთ ერთი და იგივე მოდელის ფორმები;
გ. მსგავსი ფორმის ყალიბები ერთად ეწყობა.
ამან შეიძლება შეამციროს ყალიბის გამოცვლის დრო და სიხშირე.
2) ვიწრო და მცირე ნაწილების მართკუთხა განლაგება
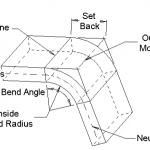
როდესაც მოსახვევი ნაწილი ვიწრო და გრძელია, მისი დადგენა ადვილი არ არის. დამუშავების დროს ხშირად ხდება, რომ გადაწყვეტილების შემდგომი პოზიციონირება და მოხრილი ნაწილი ადვილად იხრება. მაშასადამე, მე-4 ნახატზე გამოყენებული მეთოდის გამოყენებით, ყალიბი დაწებებულია ქვედა ყალიბზე სწორი კუთხის უზრუნველსაყოფად. ასე მოხრისას ნაწილის დახრილობა ადვილი არ არის.

3) სამკუთხა ნაწილების მოხრა
როდესაც მოსახვევი ნაწილები მოხრილია, მკვეთრი კუთხოვანი ნაწილები არ არის ადვილი უკანა წესთან ახლოს ყოფნა. როგორც წესი, როდესაც უმცირესი განზომილება L ≤10 მმ-ია დაუყოვნებლივ უკანა მხარეს, უნდა განიხილებოდეს პოზიციონირების მოწყობილობა. რეალურ სამუშაოში, დიზაინი და პროცესი ადვილია უგულებელყოფილი და ასეთი პრობლემები ხშირად ჩნდება. დამუშავებისას, ნაწილის ზომის მიხედვით, დგინდება, რომ ერთი ცალი გასწორებულია მოსახვევ საყრდენთან, ხოლო ორმაგი ნაჭერი გასწორებულია საყრდენთან.
4) დაამატეთ თხელი ფირფიტა R
მომხმარებელთა განსხვავებული მოთხოვნილებებიდან გამომდინარე, მოღუნვის კიდეზე საჭირო R მნიშვნელობა ასევე განსხვავებულია. დამუშავების პროცესში, იმ ნაწილებისთვის, რომლებიც არ საჭიროებს განზომილების მაღალ სიზუსტეს, გამოიყენეთ საყრდენი ფირფიტა R მნიშვნელობის გასაზრდელად, რათა საჭირო R მნიშვნელობა მიღებულ იქნეს მოხრის შემდეგ. დიზაინის მოთხოვნების მიხედვით, R ეხება V-სა და შიდა R-ს შორის ურთიერთობას ფირფიტის სისქის შესარჩევად და 5-ზე ნაჩვენები ფორმის დასაკეცად. გამოყენებისას გამოიყენეთ სამაგრი ზედა ყალიბის დასამაგრებლად. ეს მეთოდი მარტივი გამოსაყენებელია და შეიძლება გამოყენებულ იქნას მრავალ ფენაში.

5) ერთი ნაწილის და მრავალჯერადი ფორმის პარამეტრები
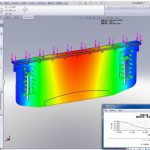
ჟონგრუიმ საჩვენებლად გამოიყენა DA66T CNC მოსახვევი მანქანა 2 ჰიდრავლიკური ცილინდრით. ვცადე ნახატ 6-ზე ნაჩვენები მრავალ ყალიბის დაყენება, ანუ ერთი და იგივე მოდელის ზედა და ქვედა ყალიბები დამონტაჟებულია სექციებად ერთდროულად, რამაც შეიძლება დაასრულოს მთელი ნაწილის რამდენიმე მოსახვევის დამუშავება, შეამციროს ყალიბის დაყენების დრო. და ნაწილების განმეორებითი დამუშავება. დღეისათვის ბაზარზე გამოჩნდა თანაბარი სიმაღლის მოსახვევი ზედა საყრდენი. ზედა ჩამოსხმის სიმაღლე ყველა ერთგვაროვანია და სხვადასხვა ფორმის ფორმები ასევე შეიძლება გამოყენებულ იქნას იმავე მაგიდაზე. ამ გზით შესაძლებელია სხვადასხვა ყალიბების სეგმენტური დახრის შესრულება.

6) ტიპიური ნაწილების პროგრამის ჩანაწერები
ტიპიური ნაწილების დამუშავების შემდეგ, დამუშავების პარამეტრები დროულად უნდა ჩაიწეროს და პროგრამა უნდა ინახებოდეს მოსახვევი აპარატის შესანახ ზონაში, ნაწილის ნახაზის ნომრით, რათა შემდგომში მისი ხელახალი გამოყენება შესაძლებელი იყოს, რაც მნიშვნელოვნად შეამცირებს სერიას. პრეპარატების დახრილობამდე. თქვენ ასევე შეგიძლიათ გააკეთოთ ცხრილი, რომელიც შეიცავს ნაწილის დასახელების სპეციფიკურ პარამეტრებს, ნახაზის ნომრებს, გრაფიკას, მასალას და მოსახვევის პარამეტრებს. მაგიდა დაყოფილია ფოლადის ფირფიტებად, ალუმინის ფირფიტებად და უჟანგავი ფოლადის ფირფიტებად. თითოეული ტიპი გამოირჩევა მასალის სისქით. შემცირდება ტიპიური ნაწილების პოვნის დრო. თუ პროცესის ბარათთან არის შერწყმული, ეს არის ძალიან სრული დამუშავების ინსტრუქცია. მცირე გამოცდილების მქონე ახალ თანამშრომლებსაც კი შეუძლიათ ნაწილების დამუშავების მოთხოვნების დაცვა.
7) ყალიბის სიგრძე არ არის საკმარისი სექციებად მოსახვევად
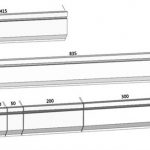
ადგილზე დამუშავებისას ხშირად ხდება, რომ ყალიბის სიგრძე უფრო მცირეა, ვიდრე მოსახვევი კიდე. იმის გამო, რომ ბევრი სპეციალური ყალიბი განისაზღვრება ფიქსირებული პროდუქტების გამოყენების მიხედვით, სეგმენტირებული მოღუნვის მეთოდი გამოიყენება მაშინ, როდესაც ყალიბის სიგრძე ღუნვის კიდეზე ნაკლებია. იქ, სადაც ყალიბის სიგრძე ახლოსაა მოსახვევ კიდესთან, გახეხეთ კიდე პერპენდიკულარულად მოსახვევ კიდესთან და შემდეგ გადაკეცეთ მოსახვევი კიდე საჭირო ზომამდე ნაწილებად. ფიგურა 7a არის მოხრილი ნაწილის მარცხენა ნახევარი, ხოლო ფიგურა 7b არის მოხრილი ნაწილის მარჯვენა ნახევარი.

8) ზურგის ლიანდაგის გამოყენება პოზიციისთვის
როდესაც მოხრილი ნაწილის ზომა დიდია და პოზიციონირებისთვის გამოიყენება უკანა ლიანდაგი, ნაწილები ხშირად იძირება საკუთარი წონის გამო, ხელის ნაწილი მოკლეა და ოპერატორს არ უჭირს სამუშაო ნაწილის დაჭერა. ნაწილების დონის უზრუნველსაყოფად, ოპერატორი უნდა იყოს მოწყობილი უკანა წესზე, რათა ნაწილები ხელით დაიჭიროს დონის მდგომარეობაში. ამიტომ ასეთი ნაწილების დამუშავებისას უნდა მოეწყოს 2 ოპერატორი. ნამუშევარში აღმოჩენილია, რომ უკანა ლიანდაგი შეიძლება დაიწიოს გარკვეულ ზომამდე, ხოლო პოზიციონირებისთვის გამოიყენება უკანა ლიანდაგი, ხოლო ნაწილები უკანა ლიანდაგზე ჰორიზონტალურად არის განთავსებული. ეს არა მხოლოდ ამცირებს ოპერატორების რაოდენობას, არამედ ეფექტურად უზრუნველყოფს დამუშავების სიზუსტეს.
9) ღრმად დახურული ფორმის მოხრა
რეალურ დამუშავებაში, ღრმა დახურული ფორმის ღუნვის დამუშავება შეიძლება გამოყენებულ იქნას მოქნილად. დახურული ტიპის ღრმა მოღუნვის საყრდენის არარსებობის შემთხვევაში, ნაწილების მოხრისას, როგორც ნაჩვენებია სურათზე 7, მიღებულია 8-ზე ნაჩვენები დამაგრების მდგომარეობა. გამოყავით გარდამავალი დაფა, მანძილი ოდნავ აღემატება ნაწილის სიგანეს და ზომა გამოყოფილია გონივრულად, და შესაძლებელია ორი ნაწილის ერთდროულად მოხრილი.

ზემოაღნიშნული დამუშავების მეთოდებსა და ტექნიკას შეუძლია გადაჭრას პროდუქტებში მსგავსი ნაწილების დიდი რაოდენობით დამუშავების პრობლემები და ძალიან შესაფერისია მრავალი ჯიშის, მცირე პარტიებისა და მოკლე წარმოების ციკლის მქონე პროდუქტების შესაქმნელად. ამ მეთოდების მეშვეობით არა მხოლოდ შეიძლება დაიზოგოს ხელსაწყოების ხარჯები, არამედ შეიძლება შემცირდეს წარმოებისა და გადამუშავების ციკლი, შემცირდეს წარმოების ღირებულება და გაუმჯობესდეს პროდუქტის ხარისხი. დამუშავების ეს მეთოდები და გამოყენების უნარები ასევე შეიძლება გამოყენებულ იქნას და დაწინაურდეს CNC პრესის მუხრუჭის მოსახვევ მანქანებზე მსგავსი სტრუქტურებით.
მსგავსი პროდუქტები
 როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი
როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი- WILA საშუალო და სქელი ფირფიტების მოსახვევის ეფექტური ხსნარი
- როგორ ავირჩიოთ პრეს სამუხრუჭე მოსახვევი აპარატის შესაფერისი საყრდენი
- ჩვეულებრივი მოსახვევი თანმიმდევრობა და ყოველდღიური გამოყენების სპეციფიკაცია მოსახვევი მანქანის ყალიბის
- რატომ დაამატეთ კომპენსაციის სისტემა პრესის სამუხრუჭე მოსახვევ მანქანას
- CNC პრესის სამუხრუჭე აპარატის მუშაობის პრინციპი და შემადგენლობა
- China Press Brake Bending Machine Mould
- როგორ გამოვთვალოთ მოსახვევის შემწეობა თქვენი პრესის მუხრუჭისთვის
- რა არის პრეს სამუხრუჭე დაგვირგვინება
- 2021 წლის მეტალის სამუხრუჭე აპარატის საბოლოო გზამკვლევი