CNC ჰიდრავლიკური პრესის სამუხრუჭე აპარატის უპირატესობა

1. მარტივი ოპერაცია
CNC პრეს სამუხრუჭე არის ძალიან მარტივი მუშაობა და არის ნაკლებად შრომატევადი მანქანა. ამრიგად, ოპერატორს შეუძლია ერთდროულად აწარმოოს მრავალი მანქანა. ამ მანქანების მართვა შესაძლებელია უბრალოდ ოპერატორის შეხების, შეგრძნებისა და ხმის საშუალებით. გარდა ამისა, ისინი ძალიან მოსახერხებელია მომხმარებლისთვის და აქვთ ძალიან ძლიერი კონტროლის სისტემა.
2. მოქნილი პროგრამირება
CNC პრეს brake-ის მოქნილი პროგრამირება ოპერატორს საშუალებას აძლევს აკონტროლოს მანქანა მარტივ ინგლისურ ენაზე ან ნებისმიერ სხვა შესაფერის ენაზე.

სხვადასხვა ტიპის ოპერაციები, რომლებიც შეიძლება შესრულდეს, ასევე ხელმისაწვდომია მენიუს ოფციების სახით. საჭირო ოპერაციის არჩევის შემდეგ, ეკრანზე გამოჩნდება კითხვების კიდევ ერთი სია, რომელიც ეხება ციკლის დროებს, მასალებს, წნევას და წარმოების პროცესთან დაკავშირებულ სხვა ელემენტებს. და მას შემდეგ, რაც ოპერატორი შეაქვს პასუხებს მანქანაში, მნიშვნელობები გამოჩნდება ეკრანზე დასადასტურებლად, დაკავშირებული დავალების დაწყებამდე.
3. თანამედროვე დიზაინი
CNC პრეს სამუხრუჭე აერთიანებს თანამედროვე დიზაინს, რომელიც საშუალებას აძლევს ოპერატორს ადვილად მოაწყოს მოხვევების თანმიმდევრობა. ის ასევე ეხმარება ოპერატორს საჭირო პროდუქტის სწრაფად წარმოებაში. უფრო მეტიც, ოპერატორს აღარ უწევს შეაფასოს წნევის საჭირო რაოდენობა, რათა შექმნას კონკრეტული ხარისხის მოსახვევი. სხვა ფაქტორებიც კი, როგორიცაა ფარნის სიგრძე, მასალის ტიპი, სისქე და მოხრის ხარისხი, შეიძლება პირდაპირ შევიდეს CNC საკონტროლო განყოფილებაში. დასამზადებელი ნაწილის ნახვა ასევე შესაძლებელია 2D ან 3D მზა ვერსიაში. გარდა ამისა, მას შემდეგ, რაც პირველი ნაწილი დაპროგრამდება მანქანაზე ან ოფლაინ კომპიუტერის საშუალებით, ნაკლებად გამოცდილი ოპერატორი ასევე ადვილად აწარმოებს შემდგომ ნაწილებს.

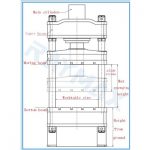
4. „C“ ფირფიტებზე ორივე მხრიდან დამონტაჟებულია ორი წრფივი სასწორი.
ვამაგრებთ მას სამუშაო მაგიდაზე, რათა აღმოიფხვრას გადახრის იონის ეფექტი მუშაობის დროს. ხაზოვანი მასშტაბი შეამოწმებს ram-ის ორივე ბოლო პოზიციას (Y1, Y2) და გაგზავნის სიგნალს. CNC გამაძლიერებლის მიერ გაძლიერების შემდეგ, სიგნალი დაუბრუნდება კომპიუტერს. შემდეგ კომპიუტერი გააკონტროლებს ზეთის მოცულობას, რომელიც შედის ცილინდრებში. ასე რომ, ვერძისა და სამუშაო მაგიდის პარალელიზმი შეიძლება გაკონტროლდეს ±0.01 მმ-ზე.
5. მრავალფეროვნება: მოხარეთ ნებისმიერი სისქე და მასალის ტიპი (მუხრუჭების ფიზიკურ საზღვრებში), კომპლექსური ნაწილების ჩათვლით, როგორიცაა ელექტრონული შასი/სამაგრები.
6. DELEM სისტემას აქვს ავტომატური ტესტირებისა და თვითდიაგნოსტიკის ფუნქციები. ასევე, პროგრამირება მოიცავს მოსახვევი ფირფიტის ზომებს, სამუშაო ნაწილის ზომებს და ხელსაწყოების არჩევას. შემდეგ CNC სისტემას შეუძლია ავტომატურად გამოთვალოს ღუნვის ძალა და უკანა ლიანდაგისა და ვერძის პოზიცია. ასევე შეიძლება გამოითვალოს ვერძის შეღწევის და დაჭერის დროის რელე. შესანიშნავი ხარისხის ელექტროჰიდრავლიკურ პროპორციულ სარქველს შეუძლია უზრუნველყოს ორივე ცილინდრის სინქრონიზაცია, ასევე კარგი სიმძლავრე ექსცენტრიული დატვირთვისთვის.

7. უკანა ლიანდაგი იღებს მოძრავი ბურთის ხრახნიანი და მოძრავი სახელმძღვანელო გზას, ასე რომ X ღერძის განმეორებითი პოზიციონირების სიზუსტე შეიძლება მიაღწიოს ±0.1 მმ. სრული მანქანა აღჭურვილია უსაფრთხოების მცველით და საკეტით, რათა დაიცვას ოპერატორი დაშავებისგან.
8. ძირითადი მოცურების ნაწილები, როგორიცაა ცილინდრები, დგუშის ღერო, გზამკვლევი, ყველა არის აცვიათ წინააღმდეგობის დამუშავებით.
9. CNC სისტემა გააკონტროლებს CNC ჰიდრავლიკური პრესის სამუხრუჭე აპარატის და უკანა ლიანდაგის დარტყმას კარგი სიზუსტით.
CNC Hydraulic Press Brake მანქანის მინუსი
1. მასალების დამუშავება: დიდი ფურცლების დამუშავების სირთულე
2. ხელსაწყოები: საჭიროა ქვედა და ზედა ხელსაწყოები
3. ფლანგის სიგრძე უნდა გავრცელდეს საყრდენზე მთელი მოხრის მუშაობის დროს, რაც ზღუდავს ფლანგის ზომას
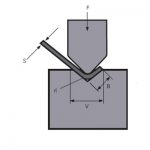
4. ზამბარის უკან: მოხრის ბოლოს, ზამბარის უკან ჩნდება ელასტიური დეფორმაციის აღდგენის გამო, როგორც ნაჩვენებია სურათზე 1. მობრუნების ფენომენი პირდაპირ გავლენას ახდენს სამუშაო ნაწილის განზომილების სიზუსტეზე და უნდა იყოს კონტროლირებადი. ამ კუთხით მიღებული პროცესის ღონისძიებებია: ① კუთხის კომპენსაციის მეთოდი. თუ workpiece bending კუთხე 90 °, bending მანქანა ქვეშ სლოტი (V ფორმის) გახსნის კუთხე შეიძლება შეირჩეს 78 °.

ფიგურა 1
ზეწოლის დრო იზრდება კორექტირების მეთოდით. შეასრულეთ წნევის კორექტირება მოხრის ბოლოს, რათა გაზარდოთ მოსახვევი აპარატის ზედა საფენის, სამუშაო ნაწილის და ქვედა ღარის კონტაქტის დრო, რათა გაიზარდოს პლასტიკური დეფორმაციის ხარისხი ქვედა ღარში, ისე, რომ ბოჭკოების აბრუნების ტენდენცია. დაძაბულობისა და შეკუმშვის ზონაში ეწინააღმდეგება ერთმანეთს, რითაც ამცირებს დაბრუნების ბომბს.
მსგავსი პროდუქტები
 CNC პრესის სამუხრუჭე აპარატის მუშაობის პრინციპი და შემადგენლობა
CNC პრესის სამუხრუჭე აპარატის მუშაობის პრინციპი და შემადგენლობა- WILA საშუალო და სქელი ფირფიტების მოსახვევის ეფექტური ხსნარი
- როგორ ავირჩიოთ ჰიდრავლიკური პრესის სამუხრუჭე აპარატის ტონაჟი
- ტოპ 10 ჩინეთის ელექტრო პრესის მწარმოებელი
- როგორ ავირჩიოთ შესაფერისი CNC ჰიდრავლიკური პრესის სამუხრუჭე მანქანა
- 4 ნაბიჯი იმისათვის, რომ იცოდეთ CNC ფურცლის ლითონის ბენდერის E21 სისტემა
- რა არის პრეს სამუხრუჭე დაგვირგვინება
- როგორ ვიმუშაოთ გილიოტინის საპარსი მანქანა
- ჰიდრავლიკური დენის პრესის აპარატის ტექნიკური მომსახურება
- ჰიდრავლიკური დენის პრესის აპარატის უსაფრთხო მუშაობის წესები